" جیگ و مبانی طراحی آن "
پیام صمدی (کارشناس ارشد مهندسی مواد و متالورژی)
رضا مهتر قرهداغی (کارشناس ارشد خوردگی و حفاظت از مواد)
چکیده :
بدون تردید بقای یک واحد آبکاری به تعداد و کیفیت قطعاتی وابسته است که در یک زمان مشخص پوشش می دهد. به عبارت دیگر هزینه های جاری در آبکاری نظیر دستمزد، مواد شیمیایی، انرژی و ... از درآمد حاصل از آبکاری قطعات تامین می گردد. از همین رو راهکارهای متعددی به کار گرفته می شود تا تعداد قطعات آبکاری شده در مدت زمان کاری مشخص افزایش یابد. در این میان جیگ، که به آن فیکسچر، شابلون و یا رک نیز گفته می شود، به عنوان وسیله ای کارآمد در انتقال قطعات در طول خط نقش بسیار مهمی را در میزان تیراژ و کیفیت آبکاری ایفا می نماید، چرا که با طراحی مناسب آن می توان تعداد قطعاتی را که در هر سیکل وارد خط می گردند را افزایش داده و در نتیجه به طور همزمان تعداد قطعات بیشتری را آبکاری نمود. از سوی دیگر با ثابت نگهداشتن موقعیت قطعات در طول فرآیندها، امکان دستیابی به نتایج تکرار پذیر فراهم می شود که این به مفهوم تضمین کیفیت آبکاری خواهد بود. به هنگام طراحی و انتخاب نوع جیگ باید نکات متعددی را در نظر داشت که نظر به اهمیت آنها، در این مقاله به جیگ و الزامات مربوط به طراحی آن می پردازیم.
مقدمه :
شاید آن روزی که آبکاری جای خود را به عنوان صنعتی نو پا در میان سایر صنایع باز می کرد و جرقه های اولیه ی آبکاری صنعتی با مفهوم امروزی زده می شد، تصوری از این حجم استقبال از آن وجود نداشت. این در حالیست که در حال حاضر این صنعت تا حدی پیشرفت نموده است که تاثیر آن را می توان تقریباً در تمامی ارکان زندگی بشر مشاهده نمود. بدیهی است که پاسخگویی به این میزان از تقاضا نیازمند استفاده از تجهیزات کارآمدی می باشد که در نتیجه ی آن بتوان به تولید با کیفیت و انبوه دست یافت. مشخص ترین پارامتر در ارزشیابی راندمان یک واحد آبکاری تعداد قطعه ی پوشش داده شده در هر روز کاری است و از همین رو صاحبان واحد های آبکاری از هر روشی جهت افزایش آن استفاده می نمایند. گفتنی است که در اکثر کشورهای جهان که مقدار مالیات و هزینه های مرتبط با تولید رقم قابل توجهی می باشد، تلاش می شود که از هر متر مربع کارگاه بیشترین میزان بهره برداری صورت پذیرد تا به این ترتیب ادامه ی فعالیت آنها دارای توجیه اقتصادی باشد.
در حالت کلی دو روش در آبکاری قطعات به کار گرفته می شود که عبارتند از بشکه ای (Barrel) و آویز (Rack). آبکاری بشکه ای روشی است که طی آن قطعات ریز که امکان انتقال آنها بوسیله ی سیم و یا جیگ در طول خط آبکاری وجود ندارد و یا به دلیل شکل هندسی و اندازه از لحاظ اقتصادی توجیه پذیر نمی باشد را به درون محفظه های مشخصی می ریزند و به صورت حجمی آنها را تحت فرآیندهای آبکاری قرار می دهند. از آنجائیکه این روش از آبکاری به صورت حجمی است، به هنگام برآورد نمودن ظرفیت خط، مقدار وزن قطعاتی را که در هر سیکل می توان داخل محفظه ها جاگذاری نمود مورد ارزیابی قرار می گیرد و از همین رو متقاضیان این روش به هنگام سفارش محفظه ها از فاکتور وزن استفاده می کنند. در شکل 1 تصاویری از این روش از آبکاری ارائه شده است.

شکل 1. تصاویری از قسمت های خارجی و داخلی محفظه ی آبکاری به شیوه ی بارل
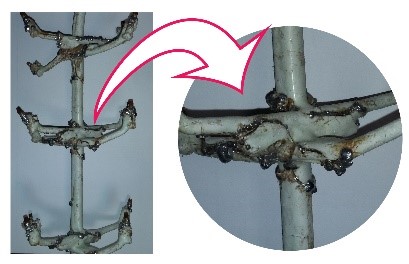
از سوی دیگر آبکاری قطعاتی که به دلیل اندازه، هندسه و یا سایر ویژگی های حاکم بر آنها امکان آبکاری به شیوه ی بشکه ای را ندارند، بوسیله ی جیگ و یا سیم درون خط آبکاری جابجا شده و مراحل مختلف آبکاری را طی می نمایند که به این روش، آبکاری آویز می گویند. معمولاً کیفیت پوشش در آبکاری به روش آویز نسبت به بارل بهتر است. در شکل 2 نمایی از آبکاری اگزوز به شیوه ی آویز نشان داده شده است.

شکل 2. تصویری از نحوه ی جاگذاری اگزوز بر روی جیگ جهت آبکاری به شیوه ی آویز
در این مقاله آبکاری به شیوه ی آویز مورد نظر می باشد که خود روش های مختلفی را شامل می شود اما پیش از ورود به بحث، برخی مفاهیم کاربردی مرتبط با این مقوله را مرور می نماییم.
دانسیته جریان (Current Density):عبارتست از مقدار جریان وارد شده به واحد سطح که معمولاً با واحد آمپر بر دسی متر مربع (A / dm2) نشان داده می شود. همانگونه که از توصیف این پارامتر برداشت می شود با کم شدن مساحت، عدد مربوط به دانسیته ی جریان افزایش می یابد. به عبارت دیگر در قسمت هایی از قطعه که لبه های تیز، حفره و خم وجود دارد با افزایش موضعی دانسیته جریان بر روی قطعه مواجه خواهیم بود. هر فرآیند آبکاری دارای محدوده ی مشخصی از دانسیته جریان می باشد که در جدول 1 نمونه هایی از آنها ارائه شده است و باید توجه نمود که به هنگام اعمال جریان به قطعه از آن خارج نشویم.
جدول 1. محدوده ی دانسیته جریان کاتدی برای برخی فرآیندهای رایج.
|
نوع آبکاری
|
محدوده ی دانسیته ی جریان
(A / dm2)
|
|
قلع براق
|
5/2 - 1
|
|
مس اسیدی
|
6 - 1
|
|
نیکل براق
|
7 - 2
|
|
کروم تزئینی
|
25 - 10
|
راندمان جریان (Current Efficiency): طبق قانون فارادی واکنش الکتروشیمیایی صورت گرفته بر روی قطعه کار که منجر به تشکیل پوشش می گردد با میزان جریان برق عبوری رابطه ی مستقیم دارد. راندمان جریان با استفاده از رابطه ی زیر تعریف می شود:
CE = ( Wact / Wtheo ) × 100
که در این رابطه CE راندمان جریان، Wact جرم راسب شده بر روی قطعه کار در عمل و Wtheo مقدار جرمی که بر مبنای قانون فارادی پیش بینی می شود بر روی قطعه رسوب یابد. مقدار جرم راسب شده بر مبنای قانون فارادی توسط رابطه ی زیر به دست می آید:
Wtheo = I .t . M / n . F
که متغیرهای این رابطه عبارتند از: دانسیته جریان اعمالی (I)، زمان آبکاری (t)، جرم مولکولی عنصر (M)، ظرفیت عنصر (n) و ثابت فارادی (F) می باشند. در این میان به دلیل وقوع واکنش های جانبی، نظیر احیا شدن هیدروژن، راندمان جریان کاتدی همواره کمتر از 100 % می باشد. به طور مثال در مورد محلول نیکل براق راندمان جریان کاتدی در حدود 98 درصد می باشد در حالیکه در آبکاری کروم تزئینی این عدد بین 10 تا 30 درصد می باشد. سر منشاء این اختلافات در ماهیت محلول ها و واکنش های جانبی است که بر روی قطعه کار صورت می گیرد.
توزیع جریان (Current Distribution): با توجه به هندسه ی قطعه و متناسب با برجستگی ها و فرو رفتگی های آن و نیز فاصله ی میان قطعه (کاتد) و آند، جریان الکتریکی اعمال شده بر روی آن توزیع می گردد. نواحی دارای برجستگی را اصطلاحاً مناطق با دانسیته جریان بالا (High Current Density) و نواحی دارای فرورفتگی را مناطق با دانسیته جریان پایین (Low Current Density) می نامیم. از آنجائیکه ضخامت پوشش ایجاد شده بر روی قطعه رابطه ی مستقیم با دانسیته ی جریان دارد، نکته ی کلیدی در دستیابی به پوشش یکنواخت، نحوه ی توزیع دانسیته جریان بر روی قطعه کار می باشد. طراحی نگهدارنده ی قطعه باید به نحوی باشد که اختلاف ضخامت پوشش میان مناطق با دانسیته جریان بالا و پایین کمترین میزان ممکن باشد.
در آبکاری باید شرایط را برای کلیه ی متغیرهای تاثیرگذار، از جمله متغیرهای مذکور، به گونه ای مهیا نمود که نهایتاً قطعه پس از طی فرآیندهای مربوطه، کلیه ی ویژگی های تعریف شده از نقطه نظر تزئینی و مهندسی را دارا باشد. در آبکاری به شیوه ی آویز (Rack) سه روش رایج می باشد که عبارتند از :
1- سیم بندی قطعات
2- استفاده از جیگ
3- استفاده ی ترکیبی از جیگ و سیم
در ادامه و نظر به اینکه استفاده از روش سیم بندی کماکان رایج می باشد، به اختصار به آن پرداخته می شود.
سیم بندی:
عموماً آبکاران با بکارگیری تجربه ی کاری خود از روش هایی که صرفه ی اقتصادی داشته باشند استفاده می نمایند تا به این ترتیب قطعات مورد نظر را در طول خط جابجا نمایند و در این میان از جمله رایج ترین روش هایی که در کارگاه های آبکاری استفاده می شود، روش سیم بندی است. این تکنیک در مورد قطعات کوچک و سبک ممکن است کارایی داشته باشد اما در مورد قطعات بزرگتر استفاده از آن با چالش همراه خواهد بود. در این روش قطعات را به صورت تکی و یا چند تایی با رشته سیم هایی که معمولاً مسی می باشند به یکدیگر متصل نموده و در طول خط جابه جا می نمایند. در شکل 3 تصویری از قطعات سیم بندی شده نشان داده شده است.

شکل 3. تصویری از قطعات برنجی سیم بندی شده.
شاید در نگاه نخست سهولت در کار عمده ترین دلیل استفاده از این روش باشد اما این روش با تمام ویژگی هایی که دارد معایبی را نیز می تواند به همراه داشته باشد که در اینجا به برخی از آنها اشاره می شود :
1- احتمال پاره شدن سیم در اثر وزن قطعه و سقوط آن به درون وان که می تواند منجر به آلوده شدن محلول و نیز آسیب رسیدن به کف وان و سایر تجهیزات گردد.
2- محدودیت در اعمال جریان برق به دلیل مقطع نازک سیم مسی و در نتیجه گرم شدن آن در اثر عبور جریان زیاد که می تواند باعث بروز ذوب نقطه ای و در نتیجه پاره شدن سیم گردد.
3- حرکت آزادانه قطعه و احتمال برخورد آن با سایر قطعات و نیز تجهیزات جانبی درون وان نظیر گرم کن ها.
4- آلوده شدن محلول ها بواسطه ی انحلال سیم.
5- دور ریز مواد در نتیجه ی آبکاری شدن سیم ها.
6- هزینه های مربوط به تامین سیم و نیز نیروی انسانی جهت باز و بستن نمودن آن.
7- جا ماندن نقطه اثر سیم بر روی قطعات.
با وجود تمامی معایب مذکور، کماکان روش سیم بندی در واحد های آبکاری استفاده می شود و این در حالیست که اگر تبعات اقتصادی معایب اشاره شده در نظر گرفته شود به طور حتم در بکارگیری این روش بازنگری خواهد شد.
ضرورتی به نام جیگ :
هنگامی که می خواهیم قطعه ای را به شیوه ی آویز آبکاری نماییم دو موضوع را باید در نظر بگیریم:
الف) نگهداشتن قطعه در محلول و برق رسانی به آن.
ب ) ایجاد کمترین اثر نقاط اتصال بر روی قطعه و حداکثر توان پوشش دهی.
جیگ که در برخی موارد با نام های دیگری همچون فیکسچر، شابلون و یا رک از آن یاد می شود ابزاری است که این خواسته ها را به بهترین حالت ممکن برآورده می کند. جیگ از جمله مهمترین تجهیزاتی است که نقش تعیین کننده ای را در افزایش مقدار تیراژ تولید واحد آبکاری دارد. جیگ عملکرد چندگانه ای دارد که مهمترین آنها به شرح زیر می باشد :
1- جابجا نمودن چندین قطعه به صورت همزمان در طول خط بدون تماس آنها با سایر قطعات
2- انتقال یکنواخت برق به قطعه و ایجاد شرایط یکسان جهت تشکیل پوشش
3- افزایش کارایی خط بواسطه ی ایجاد امکان حمل چندین قطعه به صورت همزمان در خطوط دستی و اتوماتیک
4- ایجاد شرایط استفاده از تمامی فضاهای کاری محلول
5- ایجاد بستر مناسب جهت بکارگیری تجهیزات جانبی نظیر گرم کن، انواع سیستم های تلاطم، آند کمکی، ...
6- تضمین شرایط پایدار و یکنواخت در کیفیت نهایی آبکاری بواسطه ی ثابت نگه داشتن موقعیت قطعه در طول فرآیندها (فاصله ی آند و کاتد)
به جهت برآورده نمودن موارد مذکور باید به هنگام طراحی و پیش از ساخت جیگ موارد زیر را مد نظر داشت :
1- نوع فرآیند آبکاری و محلول هایی که جیگ با آنها در تماس خواهد بود.
2- تیراژ تولید و ملاحظات اقتصادی مربوط به آن.
3- مطابقت ساختار برق رسان بدنه ی جیگ با مقدار مساحتی از قطعه که باید آبکاری شود.
4- انتخاب مواد مناسب در ساخت و روکش نمودن جیگ ها با هدف افزایش طول عمر کاری آن.
5- امکان جاگذاری قطعات بر روی جیگ ها به صورت متراکم با هدف افزایش راندمان تولید و در عین حال توجه به ماهیت محلول آبکاری.
6- مناسب ترین طراحی برای شاخک ها به منظور تضمین ثبات قطعه بر روی جیگ در کنار کمترین میزان نقطه اثر بر روی قطعه.
7- سهولت در جاگذاری و نیز برداشتن قطعات از روی جیگ.
با در نظر گرفتن این شاخص ها می توان به طرحی از یک جیگ مناسب و کارآمد رسید. به هنگام طراحی جیگ باید موارد زیر را در نظر داشت :
1- نوع کاربری خط : در خطوط دستی وزن جیگ به همراه قطعات نباید بیش از 10 کیلوگرم باشد تا به این ترتیب اپراتور بتواند آنرا در طول خط جا به جا نماید. همچنین جیگ از لحاظ ابعادی نیز باید تا حد ممکن کوچک باشد تا به هنگام انتقال از برخوردهای احتمالی آن با وان و یا سایر تجهیزات موجود در خط جلوگیری شود. در خطوط آبکاری اتوماتیک تعداد قطعات بارگذاری شده در هر سیکل در مقایسه با خطوط دستی به مراتب بیشتر است و از همین رو جیگ های استفاده شده در این نوع خطوط، که به آنها Flight bar نیز گفته می شود، باید استحکام بالاتری را داشته باشند و نیز انتقال برق یکنواخت به تمامی قطعات را برآورده نمایند. در شکل 4 مقایسه ای از تفاوت تعداد قطعات در دو وضعیت آبکاری دستی و اتوماتیک نشان داده شده است.

شکل 4. مقایسه ای از خط آبکاری دستی و اتوماتیک در تعداد قطعه ی بارگذاری شده در هر سیکل.
2- ظرفیت رکتیفایر : به هنگام طراحی جیگ باید مقدار آمپر مورد نیاز جهت تامین برق مورد نیاز کلیه قطعات قرار گرفته بر روی آن محاسبه و لحاظ گردد. امروزه با استفاده از نرم افزارهای مربوطه نحوه توزیع دانسیته جریان بروی قطعات پیش بینی شده و نهایتاً تعداد قطعات ممکن بر روی هر جیگ برآورد می شود. در شکل 5 تصویری از خروجی نمونه ای از این نرم افزارها نشان داده شده است.
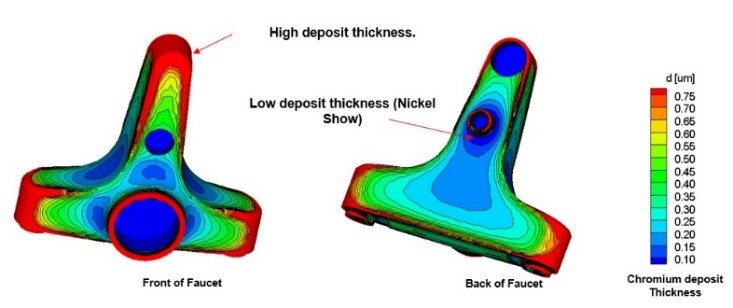
شکل 5. تصاویری از خروجی نرم افزار شبیه سازی رفتار قطعه شیرآلات در حین فرآیند آبکاری نیکل.
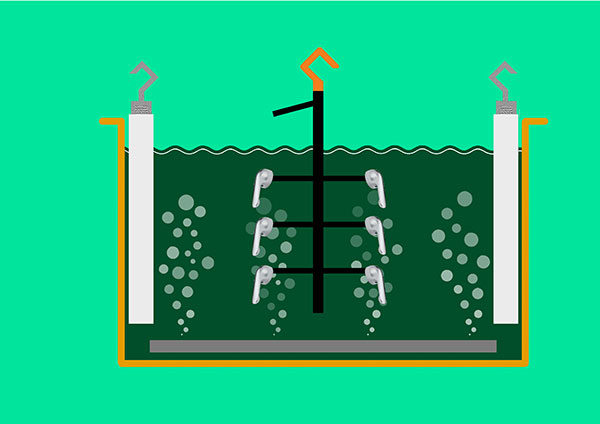
3- اندازه وان : وان های آبکاری دارای عمق کاری تعریف شده ای می باشند و از همین رو طراحی جیگ باید به نحوی باشد که قطعات در محدوده ی مذکور قرار گیرند. محدوده ی کاری وان بسته به نوع فرآیند متفاوت می باشد اما معمولاً از ده سانتی متر پایین تر از سطح محلول شروع و تا فاصله ی ده سانتی متری از کف وان ادامه دارد. این مهم از آن جهت اهمیت دارد که از ساخت جیگ هایی با ابعاد نامتناسب و ناکارآمد جلوگیری می نماید. اهمیت این موضوع در خطوط اتوماتیک بیشتر خواهد بود چرا که وانها به تجهیزات جانبی بیشتری مجهز هستند. در شکل 6 شماتیکی از نحوه قرار گرفتن جیگ در درون وان مجهز به تجهیزات جانبی نشان داده شده است. به هنگام طراحی جیگ رعایت فاصله ی استاندارد از سطح محلول، آند، لوله دمش هوا و ... الزامیست.
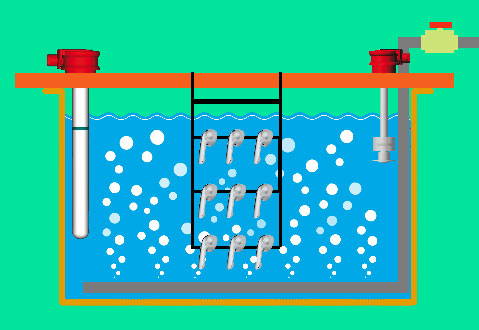
شکل 6. شماتیکی از نحوه ی قرار گیری جیگ در وان دارای تجهیزات جانبی.
4- نوع محلول آبکاری : بسته به نوع رفتار محلول ها باید چیدمان های مختلفی را بر روی جیگ در نظر گرفت. به طور مثال در مورد کروم نیاز است که تعداد قطعات قرارداده شده بر روی جیگ کمتر و فواصل میان آنها بیشتر باشد. این در حالی است که در مورد محلول هایی نظیر نقره این شرایط متفاوت خواهد بود. دلیل اصلی این موضوع در نوع محلول و توان پرتاب آن است.
در شکل 7 به صورت شماتیکی مقایسه ای از رفتار توان پرتاب دو نوع محلول سیانوری نشان داده شده است. همانگونه که مشاهده می شود ضخامت پوشش تشکیل شده در شرایط مشابه برای هر یک از محلول ها متفاوت می باشد.
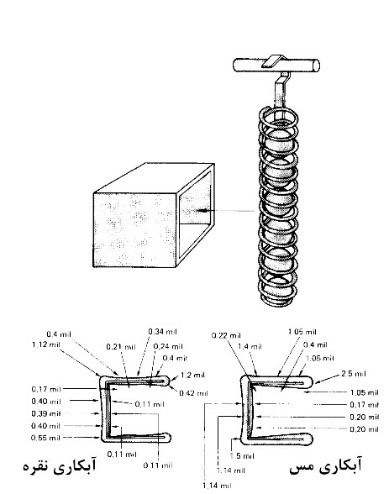
شکل 7. مقایسه ای از توزیع ضخامت پوشش حاصل از دو محلول نقره و مس سیانوری.
جیگ بسته به نوع کاربرد و هندسه ی قطعه میتواند دارای قسمت های متنوعی باشد. در شکل 8 شماتیکی از بدنه ی اصلی جیگ به همراه برخی از قسمت های جانبی ارائه شده است.
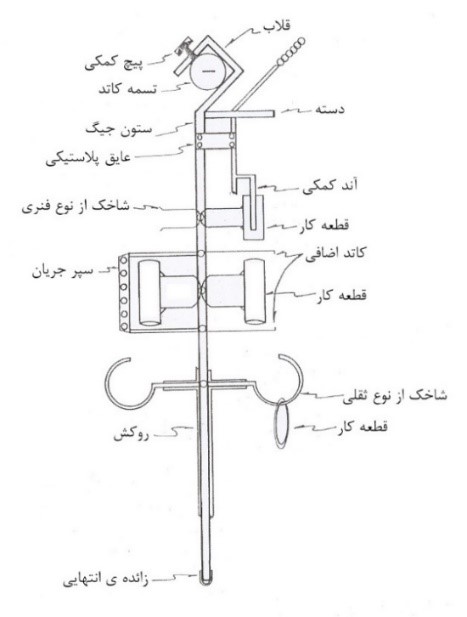
شکل 8. شماتیکی از بدنه ی جیگ به همراه متعلقات جانبی.
قسمت های اصلی جیگ عبارتند از قلاب، ستون، شاخک و دسته ی کمکی که نهایتاً توسط مواد مخصوص روکش می شوند. در کنار این موارد و در کاربردهای خاص اجزاء دیگری همچون آند کمکی، کاتد اضافی و سپر جریان نیز ممکن است به کار گرفته شوند. در ادامه به تفکیک به برخی از قسمت های معرفی شده در این شماتیک می پردازیم.
قلاب جیگ : از آنجائیکه قلابها نقش بسیار مهمی را در انتقال برق به قطعات دارند، بسیار مهم است که قلاب به گونه ای طراحی شود که اتصال حداکثری بین جیگ و تسمه کاتد وان برقرار شود. معمولاً تسمه های کاتد در دو مقطع مختلف به کار گرفته می شوند: گرد و مستطیلی. در شکل 9 شماتیکی از نحوه اتصال قلاب جیگ با این مقاطع نشان داده شده است. در صورتی که میان قلاب و تسمه کاتد فاصله باشد، برق تامین شده توسط رکتیفایر به صورت کامل به قطعات منتقل نشده و در نتیجه ضخامت پوشش کمتر از حد انتظار خواهد بود. در برخی موارد اپراتور خط به جهت غلبه بر این پدیده اقدام به افزایش مقدار برق ورودی می نماید و این در حالیست که افزایش برق نیز، به دلیل فصل مشترک نامناسب قلاب و تسمه ی کاتد، منجر به افزایش موضعی دمای این محدوده شده و کسر وسیعی از آن، در اثر مقاومت ایجاد شده، به صورت حرارت به هدر می رود. این افزایش دما می تواند تبعاتی همچون ذوب شدن و از بین رفتن روکش را در پی داشته باشد.
شکل 9. نحوه ی قرار قلاب های مختلف بر روی مقاطع مسی.
شایان ذکر است که به جهت افزایش کارایی جیگ معمولاً قلاب ها از جنس مس می باشند. همچنین در برخی موارد به جهت ایجاد اتصال مناسب میان قلاب و تسمه، از گیره و یا پیچ استفاده می شود. در شکل 10 تصاویری از این نوع تجهیزات و نیز نمونه ای از به کارگیری آنها نشان داده شده است.

شکل 10. تصاویری از گیره و پیچ جهت افزایش کیفیت اتصال جیگ به تسمه ی اصلی.
در مورد خطوط اتوماتیک از مدل های دیگری نیز می توان بهره گرفت که در شکل 11 نمونه ای از آنها نشان داده شده است. این نوع اتصالات به دلیل وزن بالاتر جیگ ها در خطوط اتومات، سبب اتصال کامل تری خواهند شد، چرا که به علت نوع طراحی نری – مادگی، قلابها بواسطه ی وزن جیگ درون جایگاه تعبیه شده بر روی تسمه ی کاتد کاملاً مستقر می شوند.
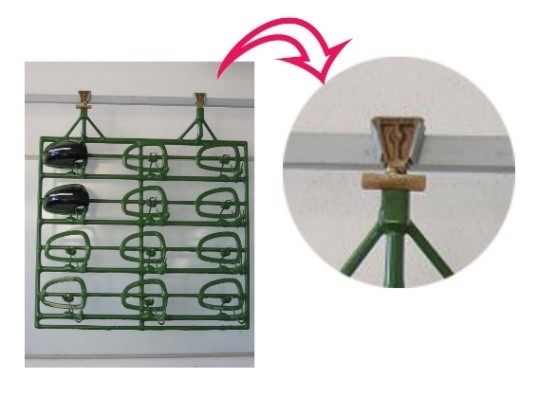
شکل 11. استفاده از طرح نری – مادگی برای خطوط اتوماتیک.
ستون جیگ: این قسمت در حکم ستون فقرات جیگ می باشد چرا که از یک سو وظیفه ی تحمل وزن قطعات را بر عهده داشته و از سوی دیگر برق رسانی به قطعات قرار گرفته بر روی جیگ نیز از طریق این قسمت صورت می پذیرد. بنابراین در انتخاب مواد برای ساخت این قسمت باید از موادی استفاده نمود که علاوه بر استحکام بالا، هدایت الکتریکی مناسبی نیز داشته باشند. در جدول 2 مقدار برق عبوری برای مقاطع مختلف برخی مواد مورد استفاده در ساخت ستون جیگ ارائه شده اند. در اینجا اشاره به این نکته ضروری است که به هنگام انتخاب مقاطع مسی برای مصارفی نظیر تسمه کشی وان ها و یا ساخت قلاب و ستون جیگ، باید به متناسب بودن مقطع مسی و میزان جریان برق عبوری توجه نمود.
جدول 2. میزان برق عبوری از فلزات مختلف برای مقاطع گوناگون بر حسب آمپر.
|
تیتانیوم
|
استیل
|
برنج
|
مس
|
سایز مقطع (in2)
|
|
31
|
120
|
250
|
1000
|
1 × 1
|
|
23
|
90
|
185
|
750
|
¾ × 1
|
|
16
|
60
|
125
|
500
|
½ × 1
|
|
8
|
30
|
63
|
250
|
¼ × 1
|
همانگونه که مشاهده می شود بیشترین میزان هدایت برای فلز مس می باشد و از همین رو می تواند بهترین گزینه باشد. در این میان مشاهده شده است که اکثر آبکاران به دلیل کاهش هزینه های مربوط به تامین جیگ، به هنگام سفارش، گزینه ی آهنی را انتخاب می نمایند. شاید این تصور از آنجاست که در مقایسه ی اولیه، قیمت آهن به مراتب کمتر از مس بوده و به این ترتیب به ظاهر می توان در هزینه های مربوط به ساخت جیگ صرفه جویی نمود اما این در حالیست که به دلیل رسانایی به مراتب کمتر آهن، اتلاف جریان برق بسیار بیشتر خواهد بود که داغ شدن بدنه ی جیگ و ذوب شدن موضعی روکش از جمله تبعات آن می باشد. استفاده از برنج به عنوان گزینه ی بهتر پیشنهاد می شود هرچند باز هم در مقایسه با مس هدایت کمتری دارد. در شکل 12 تصاویری از انواع جیگ با ستون های متنوع نشان داده شده است.

شکل 12. تصاویری از جیگ با ستون های مختلف.
شاخک های جیگ : در طراحی و ساخت شاخک ها پارامترهای متعددی را باید در نظر داشت که مهمترین آنها عبارتند از :
1- چه بخشی از قطعه در فرآیند آبکاری حساسیت بیشتری دارد.
2- در چه نقاطی از قطعه، نقطه اثر شاخک ها مجاز خواهد بود.
3- از چه موادی در ساخت شاخک ها استفاده خواهد شد.
در این میان باید شاخص های دیگری همچون عدم لقی قطعه بر روی جیگ، فاصله ی قطعات تا آند، خالی شدن محلول ها از درون قطعات و کاهش احتمال جا به جا شدن محلول ها و نیز نحوه ی توزیع دانسیته جریان بر روی قطعه در طراحی لحاظ گردند. در اینجا باید به این نکته اشاره نمود که اتلاف مواد صرفاً به مفهوم ریزش محلول از قطعات به هنگام جابه جا نمودن آنها در طول خط نمی باشد بلکه اگر توزیع ضخامت پوشش بر روی قطعه ناهموار و غیر یکنواخت باشد و به عبارت دیگر اختلاف ضخامت پوشش بر روی نقاط مختلف قطعه دارای اختلاف زیادی باشد، خود به مفهوم اتلاف مواد خواهد بود. چرا که پوشش در برخی نقاط ضخیم تر است در حالیکه نقاط دیگر به ضخامت مطلوب نرسیده اند و در نتیجه پوشش در تمام نقاط قطعه به صورت مطلوب تشکیل نشده است.
شاخک های رایج به دو صورت کلی هستند : ثقلی و فنری.
1- شاخک های ثقلی: در این روش، قطعه بر روی شاخک آویزان می شود و همانگونه که در شماتیک (شکل 8) نشان داده شد، باید طراحی آن به گونه ای باشد که به هنگام جا به جا نمودن جیگ در طول خط، قطعات از آن خارج نشوند. در شکل 13 نمونه ای از جیگ با این نوع شاخک نشان داده شده است.
شکل 13. جیگ با شاخک های ثقلی.
سهولت در گذاشتن و برداشتن قطعات از عمده ویژگی های این نوع شاخک ها می باشد. بدیهی است که استفاده از این روش برای قطعاتی که دارای سوراخ هستند پیشنهاد می شود.
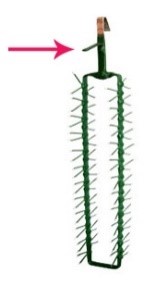
2- شاخک های فنری: این نوع شاخک ها خود به دو صورت می باشند. گونه ی نخست حالتی است که همه شاخک های درگیر با قطعه متحرک هستند و حالت فنری دارند و نوع دوم حالتی است که یک یا چند شاخک ثابت هستند. در مورد آبکاری قطعات پلاستیکی نوع دوم رایج تر می باشد. در شکل 14 نمونه ای از این جیگ نشان داده شده است.

شکل 14. جیگ با شاخک فنری.
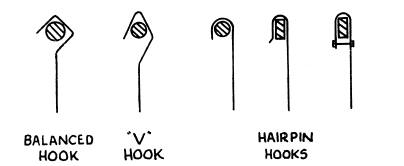
در مواردی که محلول تلاطم مکانیکی و یا هوایی دارد استفاده از شاخک های فنری پیشنهاد می شود چرا که احتمال جابجا شدن قطعات کمتر خواهد بود. برخی از انواع این شاخک ها در شکل 15 نشان داده شده است.

شکل 15. نمونه هایی از شاخک فنری.
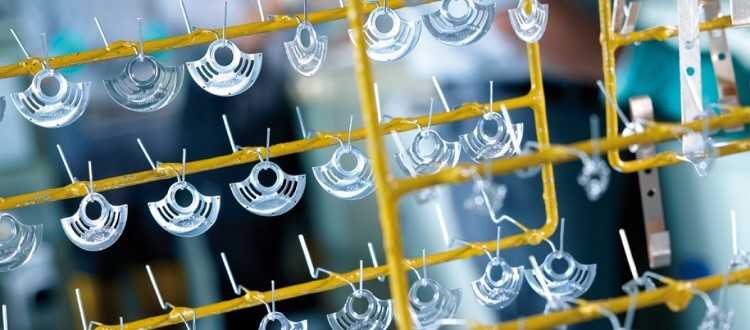
هر یک از این شاخک ها بسته به نوع هندسه ی قطعه کاربرد خواهند داشت. معمولاً در ساخت این نوع شاخک ها از استیل فنری استفاده می شود. به صورت کلی استفاده از استیل در ساخت شاخک شرایط را برای آب برداری آنها و استفاده ی مجدد فراهم می آورد. در شکل 16 تصاویر از برخی قطعات جاگذاری شده بر روی جیگ نشان داده شده است.

شکل 16. تصاویری از نحوه ی قرار گیری قطعات پلاستیکی بر روی جیگ.
روکش جیگ: از آنجائیکه در طول خط آبکاری مجموعه ای از محلول های شیمیایی با محدوده های متنوعی از pH وجود دارند، لذا جیگ مورد استفاده باید در برابر واکنش های شیمیایی ناشی از مجاورت با این محلول ها محافظت گردد. از همین رو از روکش های مخصوص جهت جلوگیری از واکنش های ناخواسته میان جیگ و محلول استفاده می شود. این روکش ها که معمولاً از مواد پلاستیزول پایه PVC هستند باید به صورت پیوسته و عاری از هر گونه حفره به روش غوطه وری بر روی بدنه ی جیگ اعمال گردند. شایان ذکر است از آنجائیکه شاخک های جیگ به صورت مداوم در طول روز بارگذاری و باربرداری می شوند و به عبارتی تحت بارگذاری خستگی قرار دارند (بارگذاری خستگی به معنای اعمال نیرو به یک قطعه طی زمان مشخص است) و از همین رو روکش های اعمالی بر روی بدنه ی جیگ ها باید خاصیت ارتجاعی مناسبی داشته باشند. همچنین روکش جیگ ها باید در برابر شوک حرارتی نیز مقاوم باشند. اهمیت این موضوع از آنجاست که در طول خط آبکاری و بسته به نوع فرآیند آبکاری محلول های مورد استفاده دارای محدوده های دمایی متنوعی می باشند و در برخی موارد امکان تجربه نمودن اختلاف دمایی تا بیش از 60 درجه سانتی گراد وجود دارد. اگر روکش اعمال شده بر روی جیگ فاقد این ویژگی ها باشد پس از مدت زمان کوتاه دچار ترک می شوند و این ترکها می توانند سر منشاء مشکلاتی نظیر جابه جا شدن محلول ها در طول خط، انحلال بدنه ی جیگ در نتیجه ی تماس با محلول ها و آلوده نمودن آنها و نیز اتلاف مواد در اثر آبکاری شدن بدنه ی جیگ باشند. در شکل 17 تصویری از نمونه روکش ترک خورده نشان داده شده است.
شکل 17. تصویری از ترک های ایجاد شده بر روی بدنه ی جیگ.
در اینجا یادآور می شود که در مورد برخی فرآیندها نظیر آندایزینگ و یا الکتروپولیش که اغلب از جیگ های تیتانیومی استفاده می شود، به دلیل مقاوم بودن بدنه ی جیگ در برابر محلول ها، روکش کردن جیگ رایج نمی باشد اما این در حالیست که در صورت عدم استفاده از روکش و به هنگام اعمال برق، کسر وسیعی از جریان اعمالی بواسطه ی بدنه ی جیگ به هدر خواهد رفت. از همین رو پیشنهاد می شود که تا حد امکان از جیگ های روکش دار استفاده گردد.
دسته ی کمکی جیگ: به منظور سهولت اپراتور در انتقال جیگ به درون وان ها توصیه می شود که برای جیگ ها دسته تعبیه شود. نمونه ای از جیگ دارای دسته در شکل 18 نشان داده شده است.
شکل 18. تصویری از جیگ دارای دسته ی کمکی.
استفاده ی ترکیبی از جیگ و سیم: در برخی مواقع بسته به نوع قطعات و حساسیت آنها می توان از ترکیب سیم و جیگ جهت انتقال قطعات در خط آبکاری بهره گرفت. در این روش قاب اصلی توسط جیگ تامین می شود و سپس بوسیله ی سیم، که از یک تا چند ردیف می تواند متغیر باشد، مناطق مربوط به جاگذاری قطعه ایجاد می شود. از این روش در آبکاری قطعات پلاستیکی و نیز آبکاری فلزات گران بها استفاده می شود. در شکل 19 تصویری از این نوع جیگ نشان داده شده است.

شکل 19. تصاویری از استفاده ی ترکیبی از جیگ و سیم در آبکاری طلا.
تجهیزات جانبی در بهبود عملکرد جیگ :
همانگونه که اشاره شد، استفاده از جیگ ها مزیت های بسیاری دارند که از جمله ی آن می توان به فراهم شدن امکان به کارگیری تجهیزات جانبی در حین آبکاری قطعات خاص اشاره نمود. از جمله این تجهیزات می توان به آند کمکی، کاتد اضافی و سپر جریان اشاره نمود که به هنگام آبکاری قطعات دارای پیچیدگی هندسی، استفاده از آنها ضروری است. در ادامه به اختصار به کاربرد این موارد و نحوه ی به کارگیری آنها اشاره می شود. شایان ذکر است کلیه ی ادوات مذکور در راستای کنترل و اصلاح نحوه ی توزیع جریان بر روی قطعات است.
آند کمکی: در مواردی که باید قسمت های داخلی قطعه تحت فرآیند آبکاری قرار بگیرند، به منظور افزایش توان پرتاب محلول در این قسمت ها از آند کمکی استفاده می شود. در این میان جیگ ها این امکان را فراهم می کنند که بتوان موقعیت آند کمکی را نسبت به قطعه ثابت نگه داشت. بدیهی است که به هنگام استفاده از آند کمکی از ماده ای عایق جهت جلوگیری از اتصال کاتد و آند استفاده می شود. در شکل 20 نمونه ای از بکارگیری آند کمکی بر روی جیگ ها نشان داده شده است.

شکل 20. تصویری از بکارگیری آند کمکی در داخل قطعه در فرآیند آبکاری کروم سخت.
کاتد اضافی و سپر جریان: همانگونه که در قسمت های قبل اشاره شد تمرکز جریان در برخی قسمت های قطعه نظیر لبه ها در مقایسه با سایر قسمت های آن بیشتر است و این موضوع منجر به ایجاد تغییراتی در خواص پوشش از جمله توزیع ضخامت آن خواهد شد. از همین رو و با هدف بر طرف نمودن تمرکز جریان در این نواحی از دو روش استفاده می شود. در روش نخست در مجاورت مناطق با دانسیته جریان بالا کاتد اضافی جاگذاری می شود تا به این ترتیب بخشی از جریان اعمالی توسط آنها جذب شده و در نتیجه از افزایش مقدار جریان جلوگیری به عمل آید. در روش دوم از یک ماده ی عایق که به صورت سپر در مقابل قطعه جاگذاری می شود استفاده می گردد. در این تکنیک از قرار گیری مستقیم مناطقی که مستعد به افزایش دانسیته جریان هستند، نظیر لبه های قطعه کار، در برابر آند جلوگیری می شود. در مورد هر دو روش، جیگ امکان بکارگیری تجهیزات مذکور را در کنار قطعه فراهم می نماید. در شکل 21 نمونه ای از جاگذاری سپر جریان بر روی جیگ و در مقابل قطعه نشان داده شده است.

شکل 21. تصویری از جاگذاری سپر جریان بر روی جیگ جهت بهینه سازی آبکاری رینگ خودرو.
در برخی موارد و بسته به نوع و تیراژ قطعه ممکن است از طراحی های خاصی در ساخت جیگ استفاده شود. یکی از این روش ها چرخاندن کاتد می باشد که در ادامه مطالبی پیرامون آن ارائه می گردد.
کاتد چرخان : در وان های رایج آبکاری برای جیگ دو سمت کاری در نظر گرفته می شود. در شکل 22 به صورت شماتیک نقاط جاگذاری قطعه در این حالت نشان داده شده است.
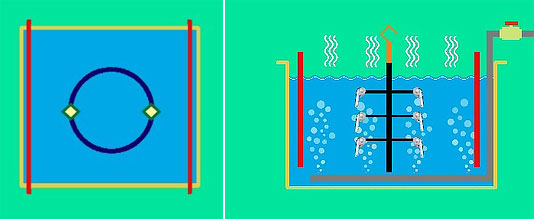
شکل 22. شماتیکی از نحوه ی قرارگیری قطعات نسبت به آند از دو نمای جانبی و بالا.
این در حالی است که اگر به قلاب جیگ، به وسیله ی یک الکتروموتور، حرکت دورانی داده شود موقعیت های قرار گیری قطعه بر روی جیگ، بسته به اندازه ی آن، حداقل سه برابر خواهد شد. در شکل 23 شماتیکی از موقعیت های محتمل در شرایطی که جیگ چرخش داشته باشد نشان داده شده است.
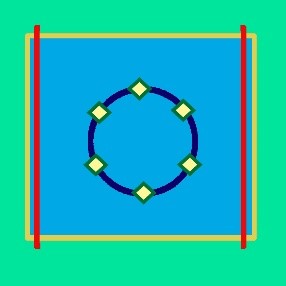
شکل 23. شماتیکی از برخی موقعیت های ممکن برای جاگذاری قطعات در حالت کاتد چرخان از نمای بالا.
به این شیوه که بر مبنای چرخاندن جیگ می باشد، روش کاتد چرخان می گویند. این روش در افزایش راندمان آبکاری بسیار موثر می باشد و از سوی دیگر به دلیل چرخش قطعات در طول فرآیند، توزیع ضخامت پوشش بر روی قطعه یکنواخت تر و امکان آبکاری مناطق دارای هندسه ی فرو رفتگی بیشتر خواهد بود. در شکل 24 نمونه های عملی از جیگ های چرخان نشان داده شده اند. شایان ذکر است که برخی شرکت های تولید کننده ی جیگ این روش را به صورت مجزا در مورد هر یک از قطعات اعمال می کنند. اینگونه جیگ ها امکان چرخش قطعه جهت تخلیه ی کامل محلول از قسمت های درونی قطعات پس از خروج جیگ از محلول و در بالای وان را فراهم می نمایند.

شکل 24. نمونه هایی از جیگ های استفاده شده در سیستم کاتد چرخان در آبکاری مس سیانوری.
جمع بندی:
در این مقاله تلاش گردید برخی مفاهیم اولیه که به هنگام استفاده از جیگ باید مد نظر داشت، به اختصار ارائه گردد. نظر به نقش موثر جیگ در تعیین راندمان یک واحد آبکاری پیشنهاد می شود که پیش از ساخت، کلیه ی جوانب مربوط به کیفیت پوشش و تیراژ در نظر گرفته شود. استفاده از مواد کارآمد در ساخت جیگ با در نظر گرفتن ملاحظات اقتصادی مربوطه اکیداً توصیه می شود. در اینجا ذکر این نکته ضروری است که شاید کلیه ی استانداردهای حاکم در طراحی و ساخت جیگ توسط سازندگان آن اجرایی نشود اما آبکاران باید به هنگام سفارش، این نکات را گوش زد نمایند. به عبارت دیگر هر چه آگاهی آبکاران نسبت به تجهیزات مورد استفاده در کارگاه ها افزایش یابد، به طور حتم سطح کیفی تولیدات مربوط به این حوزه نظیر وان، رکتیفایر، جیگ، مواد شیمیایی و ... ارتقاء یافته و در نتیجه تولید کنندگان، محصولات با کیفیت تری را عرضه خواهند نمود. در حقیقت تقاضای تجهیزات با کیفیت منجر به توقف تولید محصولات ناکارآمد خواهد شد.